






淬火是将钢材加热到临界温度以上温度,使之奥氏体化,然后以大于临界冷却速度的速度冷却到以下(或附近等温)进行马氏体(或贝氏体)转变的热处理工艺。激光淬火又称为激光相变硬化,激光淬火是将传统热源改为激光加热。尽管目前激光表面淬火技术的应用还不及传统热处理技术那样广泛和成熟,但由于其具有的独特优越性,正日益受到人们的重视。
一、激光淬火与传统齿轮热处理工艺的比较
传统齿轮热处理工艺方法主要有火焰加热表面淬火、感应加热表面淬火和渗碳淬火;
1.火焰加热表面淬火是一种传统的热处理工艺,其原理是用火焰将钢件表层加热到奥氏体转变温度后,随即进行淬火冷却,使奥氏体转变为马氏体,从而得到较高硬度且耐磨的钢件。工艺简单,操作灵活, 成本低。但淬火质量不稳定、效率低;淬火面积大时,均匀性差;可控性差。
2.感应加热表面淬火是应用最广的传统表面淬火方法,它利用电磁感应在钢件表层所产生的热效应将钢件表层加热到临界温度后,迅速冷却,使奥氏体转变为马氏体,从而得到较高硬度且耐磨的钢件。加热速度较快,加热时间较短,淬火质量比火焰加热表面淬火好,但一般需专用频率的电源,每种淬火工件均需特制的感应加热器。
3.部分大载荷高速齿轮为了使基体具有强韧性能而齿面耐磨,采用低碳钢表面渗碳后淬火、回火,或采用中碳钢整体调质处理后表面渗氮等化学热处理。此类工艺目前虽可满足使用性能要求,但工艺流程长、能耗高、成本高,且造成环境污染。此外,渗碳处理的齿轮变形大,加大后期精加工工作量;渗氮处理的齿轮在使用中有剥落现象。
4.与其他热处理技术相比,激光淬火过程无须使用外加材料,通过快速加热快速冷却过程即能获得晶粒极细的马氏体,位错密度相对于常规淬火更高,被处理工件形变极小,处理层和基体结合强度高,具有较高的硬度和耐磨性。另外,可调整的硬化层深浅可达0.1-1.5mm,硬度相对于传统淬火可提髙5-10HRC。
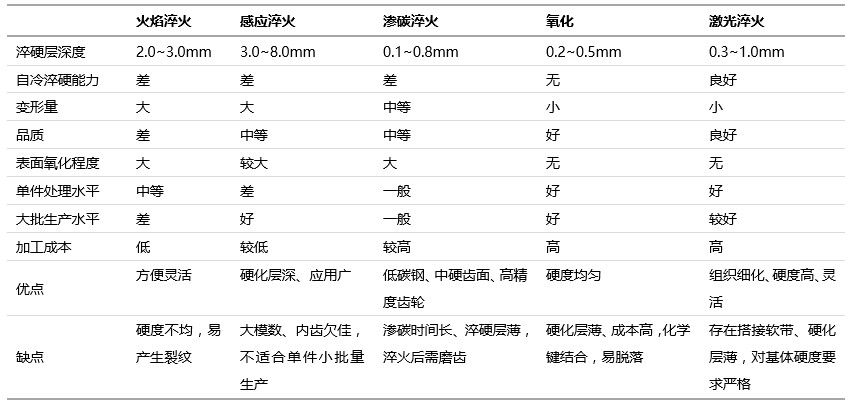
激光淬火与传统表面淬火方法的比较
二、单光束螺旋扫描齿轮激光淬火工艺
1.硬化层形成机理
激光淬火过程中存在热传导、热对流和热辐射过程。齿轮的激光淬火过程,加热区可以分为上、中、下三层,上层为高温表层,中层为过渡层,下层为冷基体。显然,冷却从下层向上层逐级进行,冷却时表层的热量通过下层基体材料导出,其冷却速度决定了淬火后马氏体含量占基体百分比。为了得到理想的淬火硬度可以调整激光工艺,得到细晶粒马氏体组织。
2.单光束螺旋扫描
单光束螺旋扫描示意如下图所示,加工时激光光斑照射在齿面齿宽方向的一端并保持位置不变,齿轮安装在主轴上作回转运动,同时工作台带动齿轮作轴向进给运动( 提供沿齿宽方向的激光淬火带搭接宽度) ,最后得到的扫描轨迹就是带有搭接的螺旋带。
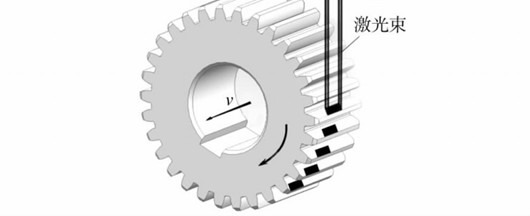
单光束螺旋扫描齿轮激光淬火示意图
三、工艺参数
a.齿轮偏置量
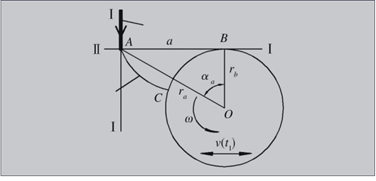
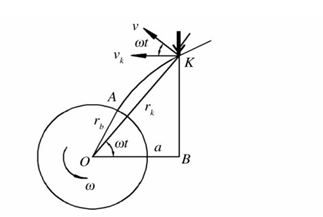
相邻轮齿受到激光扫描时会发生干涉,必须使激光束与齿轮的轴线保持一定的距离,即偏置量α。根据图所示:
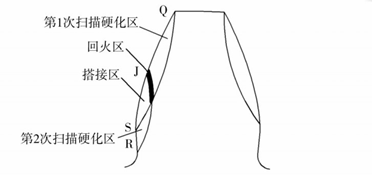
齿廓RSJQ中的RS段和SQ段因形成机理不同而应分别扫描,则可以得到两个偏置量和。根据几何知识和渐开线方程可以得到:
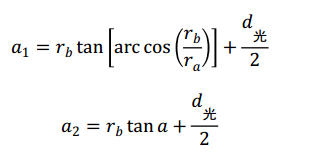
式中:为基圆半径,为齿顶圆半径,α为分度圆压力角,为光斑直径。
b.激光扫描速度
激光扫描速度即工件与激光束的相对运动速度。因为齿廓的特殊结构,故扫描速度必然是变速的齿轮渐开线上任意一点K的速度:
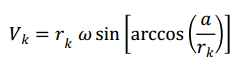
式中:渐开线上点的极径,ω为齿轮转动角速度。
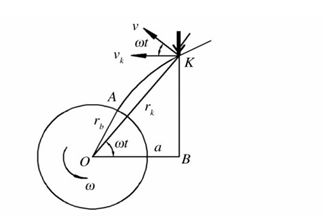
如图随着激光束从齿顶到齿根移动,速度不断减小,这就可能发生齿顶与齿根温差巨大的现象。故此,应该使扫描速度变化,使得齿顶齿根处的实际扫描速度基本保持恒定,通过编程对其扫描速度进行改变。
c.激光入射角
激光入射角是指激光束中心线与其所照射到的齿轮齿面的法线的夹角。在齿轮激光淬火过程中,激光入射角和扫描速度对齿面能量有综合性影响,两者如能相辅相成则有利于获得沿齿廓均匀分布的硬化层。入射角可以用下式计算,式中β 为激光入射角:
d.离焦,光斑尺寸,激光功率
离焦量决定了激光功率密度,离焦量越大,光斑的尺寸越大,功率密度越小,试样表面单位面积上所获得的能量就相应降低,致使加热温度降低,从而导致了表面硬度降低。光斑尺寸决定了激光单次扫描的范围。激光功率的大小决定了激光功率密度大小,离焦,光斑尺寸,激光功率三个参数共同决定了激光功率密度。
四、设备
1.激光器
实验使用了创鑫激光MFMC-3000W多模激光器,MFMC-3000W多模激光器主要应用于激光切割、激光焊接、激光熔覆、激光钎焊、激光表面热处理等。

2.淬火头(积分镜)
功率:最高6KW;
适用波长:900-1100nm;
焦距:300;
准直:100;
积分镜光斑:20*2;
光纤接口:QBH
3.工作台
三轴数控工作台加旋转变位机
4.样品

五、总结分析
1.齿轮激光淬火工艺过程复杂,必须严格控制各个参数保证淬火过程稳定。
2.采用单光束螺旋扫描工艺方法,均可获得沿齿廓均匀分布的硬化层。齿面激光淬火时,必须注意搭接区位置及层深,否则硬化层容易剥落,影响使用寿命。
3.辅助冷却技术对于小尺寸齿轮,基体与激光热处理部位的温度梯度可能不到基体自淬火要求。因此应增加辅助冷却措施,加速轮齿冷却速度,使其迅速达到临界值。同时,辅助冷却也能减弱二次回火现象,确保获得良好的硬化效果,可根据实际生产需求设计。




