






随着万瓦级激光器概念普及,国内部分设备厂家陆续升级万瓦,因此市面上针对万瓦级光纤激光器性能及工艺等需求越来越迫切。本文基于光源厂家(创鑫激光)、设备厂家及终端使用厂商等多方的实际经验积累,围绕万瓦级激光器的切割优势(切割能力、切割效率、切割质量等)及工艺特点进行详实阐述,相信将会对你大有裨益。
一、万瓦级激光器切割特点
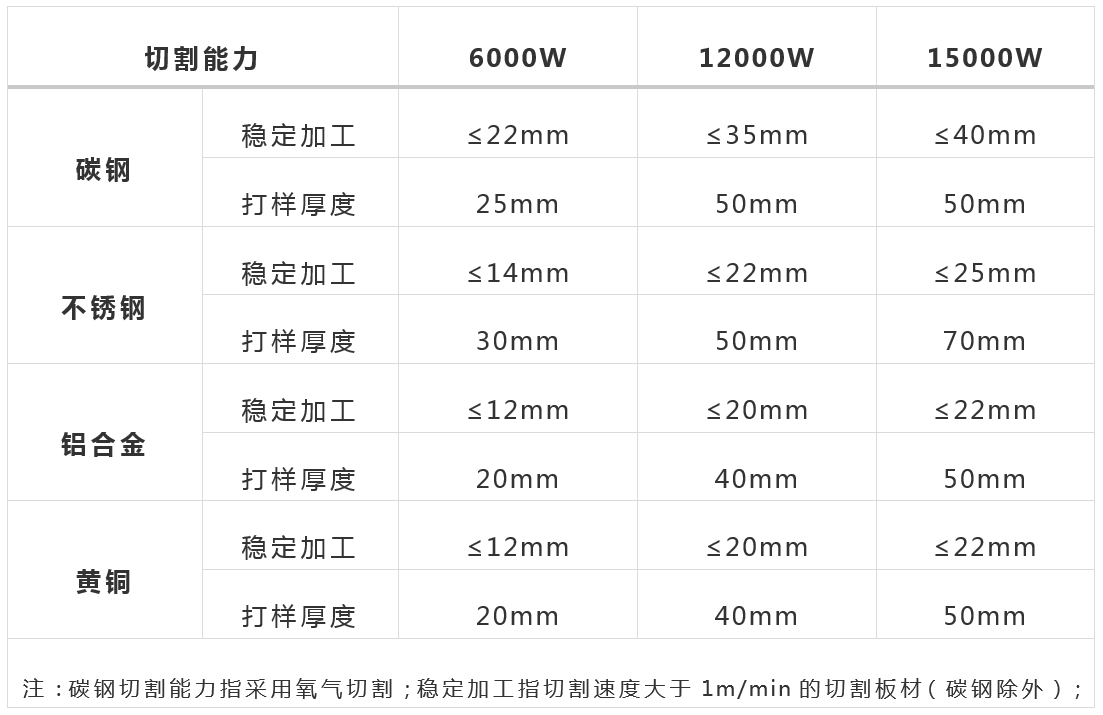
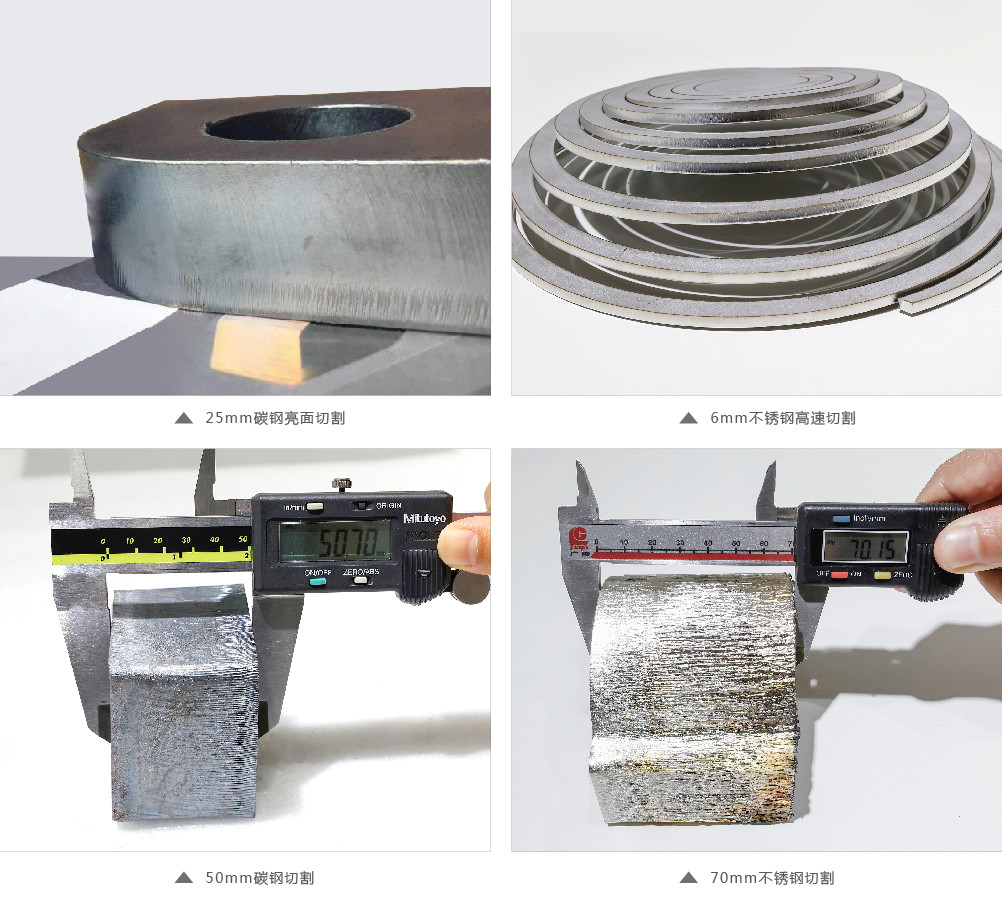
1、切割能力大幅提升
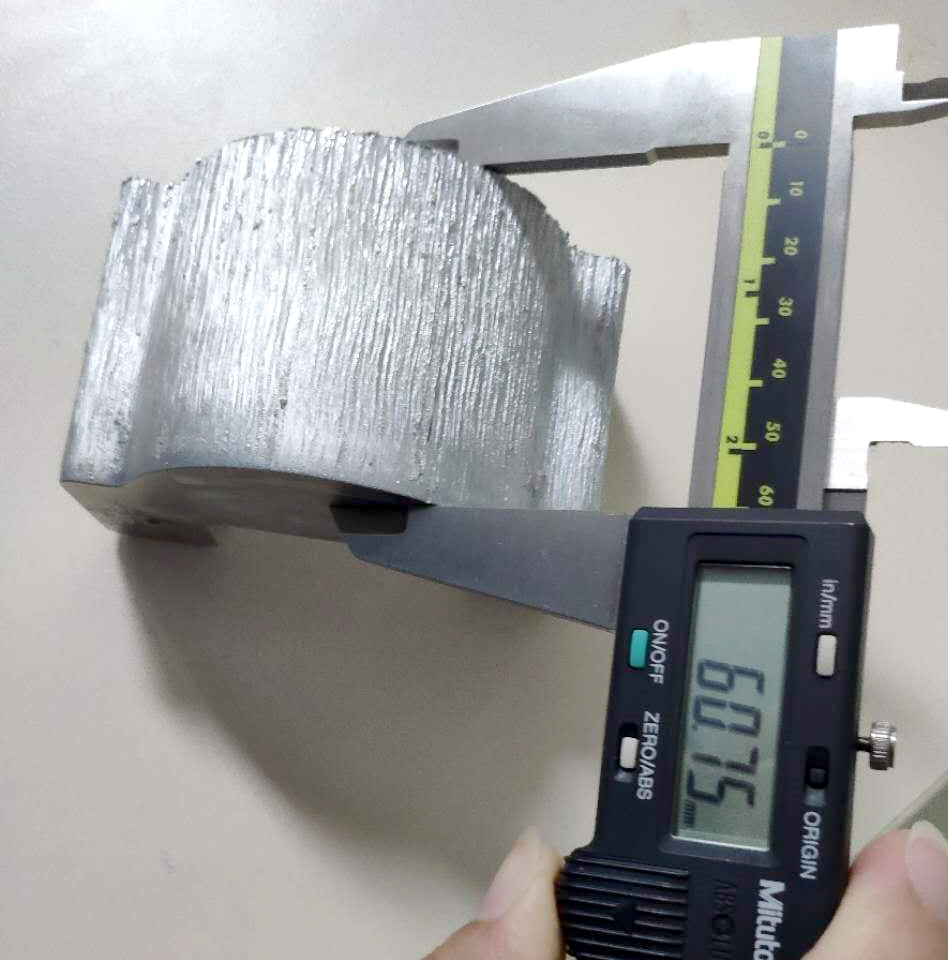
▲12000W切割60mm铝
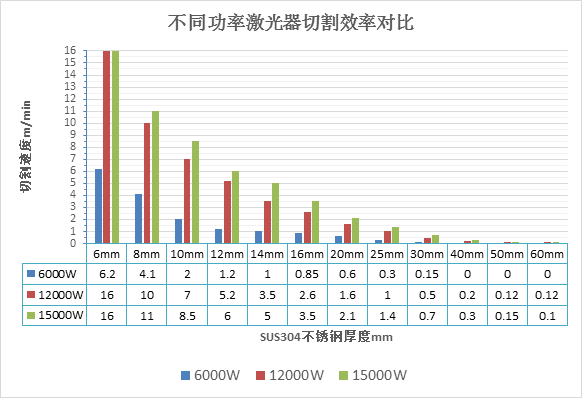
2、切割效率成倍提高
▼不锈钢切割-效率最大提升400%
▼碳钢切割-空气代替氧气高速切割中薄板
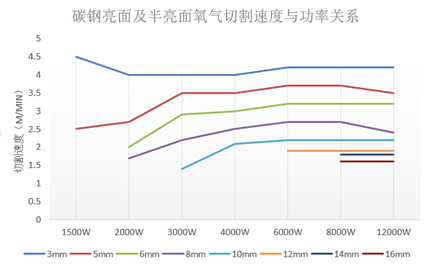
关键点:碳钢亮面切割时,板材厚度确定时,存在一个极限功率。
➤若实际功率小于极限功率,随着功率的增加,切割速度也会相应的提高;
➤若实际功率大于极限功率,随着功率的增加,切割速度保持不变,不会有提高;同时,切割效果也不会有变化;
碳钢氧气亮面切割:板材厚度与极限功率的关系
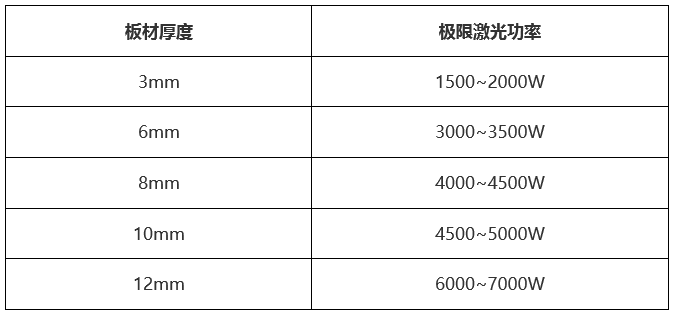
为什么碳钢亮面切割会有极限功率呢?
氧气切割碳钢亮面的过程分析

▲氧气气流直径小于板材表面光斑直径
(1)激光的三大作用
①切割开始前的预热作用—切割开始前,将钢板温度加热到燃点温度(>1000℃)以上,使之能够与氧气发生高温氧化反应;
②切割过程中的预热作用—将切缝前部一定区域内的钢板加热到燃点温度以上,保证切割气流经过时,表面能快速发生氧化反应。
③切缝处热量补偿作用—在切缝处,补偿因热传导、辐射、去渣等引起热损失以保证切割区的温度;
(2)氧气的作用
切割作用—氧气与高温铁发生剧烈的氧化放热反应,融化金属,并吹除熔渣。
亮面切割条件
①适用于采用小喷嘴切割,气流直径小;
②为保证板材表面光斑直径足够大,故切割时需要采用大的离焦量;
③板材越厚,则光斑直径越大,既离焦量越大;
④保证照射到板材表面的光斑,能在极段的时间内能将钢板温度加热到燃点温度(>1000℃)以上即可,过高的功率,反而会增大热输入,造成板材过热,对切割效果不利;
可见碳钢亮面切割时,对于中薄板,万瓦级功率,无法发挥出应有的优势。解决方案就是采用空气切割,能像切割不锈钢一样切割碳钢,充分发挥万瓦级激光器的能量,实现对碳钢的高速切割。
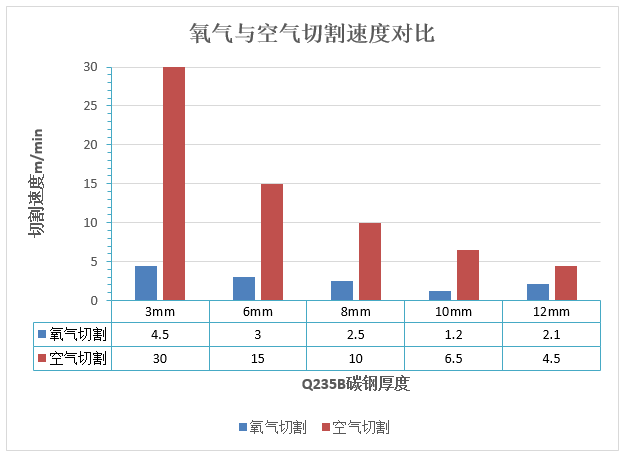
万瓦级激光器在采用空气切割12mm以内的碳钢时,可实现满功率无渣切割效果,且切割效率媲美不锈钢。
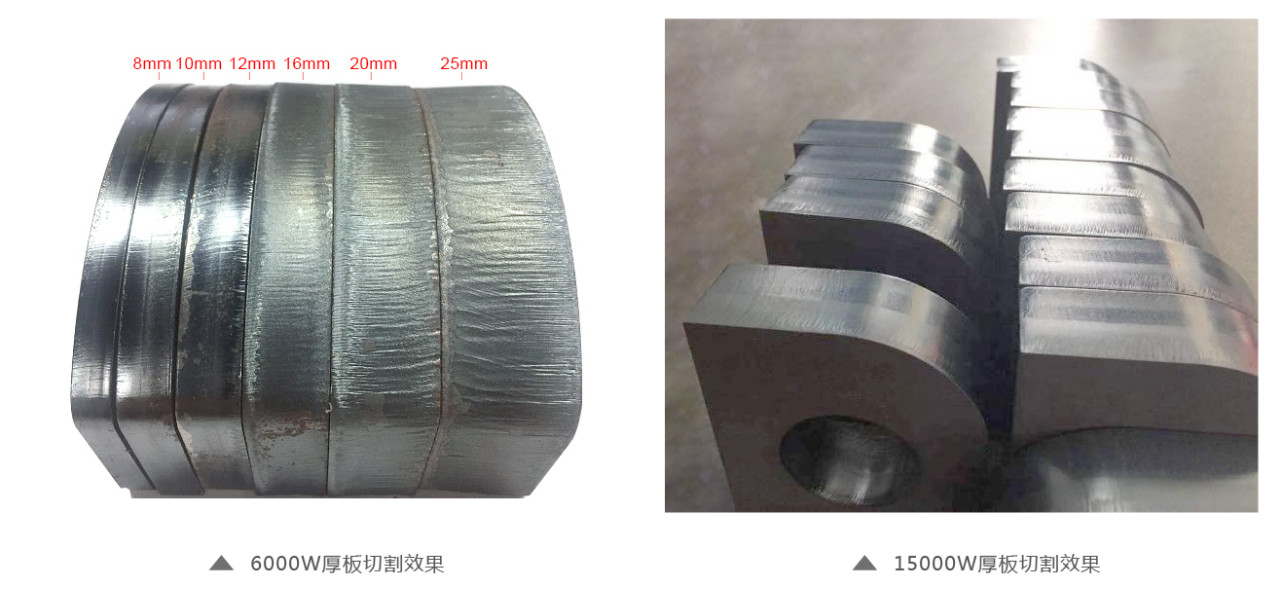
3、亮面切割能力大幅提升
碳钢采用氧气切割时,万瓦级激光器可实现厚板的小锥度切割。绿色表示双边锥度<0.1mm;无色区域表示双边锥度在0.3~0.7mm。

▼切割板厚与喷嘴及离焦量关系示例(15000W)
二、创鑫万瓦激光器特点
1、整机结构组成

▲功率≤8KW采用QBH输出

▲功率≥10KW采用LOE输出
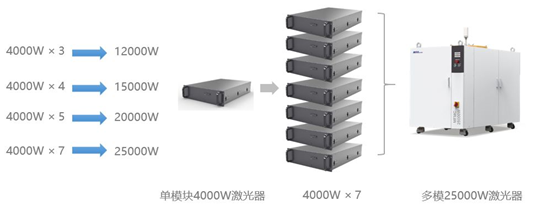
(1)创鑫万瓦级激光器特点
① 采用4000W单模块进行功率合成,模块数量少,整机可靠性高;
② 采用光模块与电模块分离结构,检修方便,维护时间短;
由于万瓦级激光器功率高,传统的QBH输出头,无论是功率承载能力还是散热性能均已经无法满足于万瓦级激光器稳定输出的要求,创鑫万瓦级均采用自主研发的LOE输出头。配合切割头使用时,切割头光纤接口需选择相应的锁头。
三、客户使用情况





