






Diode lasers offer unmatched electrical-to-optical efficiency, a higher power/size ratio than any other industrial laser technology, and solid-state stability and reliability (see Fig. 1). For many years, development work primarily focused on improving the performance of the core technology: achieving higher power and longer lifetimes with everbrighter output. However, many other factors must be addressed to successfully develop new applications and to improve the economics of existing ones. Here, we examine representative advances in three different practical areas that improve the utility of diode lasers and see how they positively impact real-world applications.

FIGURE 1. High-power diode laser systems for industry are being augmented with improved beam-delivery optics, compact rack-mounted configurations, and simplified cooling.
BEAM DELIVERY: NEW ZOOM OPTICS, NEW APPLICATIONS
Constructing multikilowatt diode laser systems entails combining the output of multiple bars, each having multiple single-emitting output facets. The emitting area is effectively much larger than many other laser types and whether fiber-delivered or free-space, the power at the workpiece cannot be efficiently focused to micron-level spots. For this reason, most applications for high-power diode lasers involve irradiating a defined area typically measured in millimeters. The size and shape of this area vary greatly even in similar applications. For example, Figure 2 shows how a line profile is used in two orthogonal directions to support either wire- or powder-feed cladding processes.
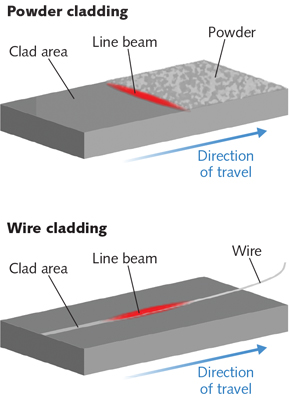
FIGURE 2. In cladding applications, different orientations of a line beam geometry are used for powder-based or wire-feed methods.
Several applications need the ability to change the shape and/or size of the irradiated area (see Fig. 3). This can be required to heat-treat (case-harden) a mold for automotive add-on parts with a complex shape, for example. Other applications need the flexibility to produce variable shapes to handle job-to-job variety and hence maximize the productivity of a laser-based system. Some obvious examples are fast-growing applications in the furniture and cabinet industries, such as laser edging and laser heat treatment of molds.
Even premium-brand furniture makes common use of laminates and veneers to minimize costs, maximize strength, and simplify production. Each time a panel is cut, an edge is left that must be concealed by carefully applying a tape of a matching material. Traditionally, this was performed using thermal adhesives, but now, many manufacturers are switching to laser edging. Here, one side of the edge tape is heated to melting and is then mechanically pressed against the substrate, which produces a strong direct bond with no need for gluing. This has been proven to produce closer edges than with adhesives, eliminating postprocessing such as removing excess glue with solvents. Different laser spot shapes and sizes are needed to process different tape widths as well as a range of plastic materials.
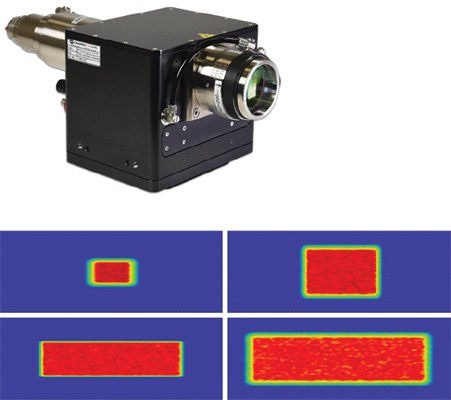
FIGURE 3. This zoom module enables independent adjustment of x and y axes with no change in the beam uniformity; the two axes have continuously adjustable spot size in x and y from 4 × 4 mm up to 35 × 35 mm.
Another growing application for multikilowatt diode lasers is laser softening in the automotive industry. This is used to prepare the edges of high-strength steel panels for car bodies and acts as a form of stress relief. Without presoftening, the joints between panels would otherwise have an increased probability of cracking during the subsequent joining process.
The need for laser spot adjustment is met by motorized zoom optics. These use specially designed optics so that the x and y axes can be independently changed in real time. Weight is an important consideration here, as it may preclude the use of lower-inertia robots and their associated lower costs. The glass lenses, mechanical mounts, and drive motors all contribute to the weight of this type of zoom beam-delivery module. And the lenses require a minimum size (and mass) to deliver a wide range of zoom. However, the latest zoom module from Coherent uses a novel optical design specifically designed to minimize the mass of the lenses. Together with the use of low-cost rigid alloys, that means a module with a mass of only 9 kg can now deliver a focused irradiation area ranging from a 4 × 4 mm line to a 45 × 45 mm rectangle or square.
COMPACT SYSTEMS: RACK MOUNTING
Size and weight also matter in manufacturing environments, where costs tend to scale with footprint. This is particularly true in semiconductor fab and electronics packaging, which are performed in cleanrooms or under other tightly controlled ambient conditions. It is also a concern in highly automated, high-throughput manufacturing situations such as in the automotive industry, where high density implementation of sensors, vision systems, robotics, lasers, and other technology puts space at a premium.
The multikilowatt diode lasers needed for many of these applications have traditionally been bulky, floor-standing units. However, laser manufacturers have responded to the increasing emphasis on space saving with compact systems that fully exploit the inherent miniaturization of diode lasers. For example, Coherent recently released a system (the HighLight DL4000HPR) with an optical output of up to 4 kW in a 19 in. rack-mounted package. This is a self-contained system where the power supply, control electronics, and diodes are all housed in a single compact enclosure.
SIMPLIFIED COOLING REQUIREMENTS: ELIMINATING DEIONIZED WATER
In terms of market growth, one of the developments with potentially huge impact is the elimination of the requirement for deionized (DI) cooling water. With diode laser lifetimes nominally in the tens of thousands of hours, the lifetime of the cooling technology can sometimes be shorter than that of the lasers. Depending on the semiconductor type and junction architecture, electrical efficiencies are typically in the 45–70% range—even with these high efficiencies, with (for example) 10 kW of output power, up to 12 kW of heat must be dissipated. If the heat is not efficiently removed, the increased temperature can change the optical properties of the output in the short term and shorten device lifetime in the long term.
A commonly used approach is to use microchannel cooling, where water flows through tiny channels in a copper heatsink soldered to the diode laser bar. To minimize current leakage and electrochemical corrosion, deionized water, which has low electrical conductivity, is typically used. The requirement for DI water or DI water cartridges increases operating costs and is a significant drawback for manufacturing in some remote or otherwise infrastructure-challenged world locations.
In response, laser manufacturers have developed cooling schemes based on the use of conductive cooling, eliminating the need for flowing water directly next to the bars and current contacts. As a result, newer systems (such as the rack-mounted HighLight DL4000HPR) can be cooled with plain filtered tap water, reducing operating costs and simplifying their use.



