






Laser welding isn’t new. The technology has proliferated for years in select industries like automotive, medical, defense, and aerospace. This includes OEMs and the suppliers that serve them. Even in this arena laser welding isn’t ubiquitous, but it isn’t rare either.
Still, venture outside these niches and into the general custom fabrication arena and you’ll find that laser welding remains a true rarity. Even if a fabricator does offer laser welding, it remains a fringe process, utilized for select jobs.
Arc welding remains the dominant way most fab shops join two pieces of metal together. Why, exactly? Volumes may have been a concern in the past, but today plenty of custom fabricators have adopted robotic arc welding with great success. The dominant concerns now involve part fit-up and fixturing, and the fact that many parts have designs that don’t account for laser welding requirements.
Those challenges are real, but overcoming them isn’t as difficult as you might think. This is thanks to not only the evolution of laser welding, but also the accuracy of upstream processes, including laser cutting and bending, as well as some fresh approaches to fixturing.
Laser welding calls for fabricators to think anew, not just about weld gap tolerances or fixturing requirements, but about the entire process of metal fabrication.
More Capacity, Fewer Machines
Fabricators are on a never-ending quest to get more out of what they have. To increase cutting and bending capacity, a fabricator can undertake process improvements, be it staging tools and materials or standardizing and documenting machine setup practices. But at some point, if a fabricator wants to increase cutting or bending capacity, it needs more equipment.
Thanks to fiber lasers for cutting and press brake automation for bending, each new machine is far more productive than the one that came before it. Depending on the material type and thickness it’s processing, a high-power fiber laser can have the cutting capacity of several CO2 lasers. A press brake with automated tool changes can be more productive than two or more conventional brakes. As fabrication technology progresses, each machine continues to produce more quality parts in less time.
Then comes welding and postweld grinding and finishing, processes that haven’t evolved in the same way. Sure, a shop can install robotic arc welding cells, even streamline programming with offline simulation, but for many products that slow, manual, arduous step of postweld grinding remains.
A programmer adding a little extra weld metal to a joint to account for gap variation can make the problem worse, as grind operators struggle to remove weld metal and polish the workpiece. Time spent grinding rises, as does consumable use. Excessive grinding isn’t a pleasant task, so worker turnover might increase as well, which comes with its own costs, including more training and the potential for more rework.
It’s little wonder fabricators have redesigned parts to eliminate welding, especially as press brake sophistication has increased. Instead of welding two or three parts together, why not form it as one piece? A complex bending setup with segmented tools might at one time have been impractically complex. But now, thanks to simulation software, tool-change automation, and intelligent angle correction, even an inexperienced operator can set up a complex job within minutes.
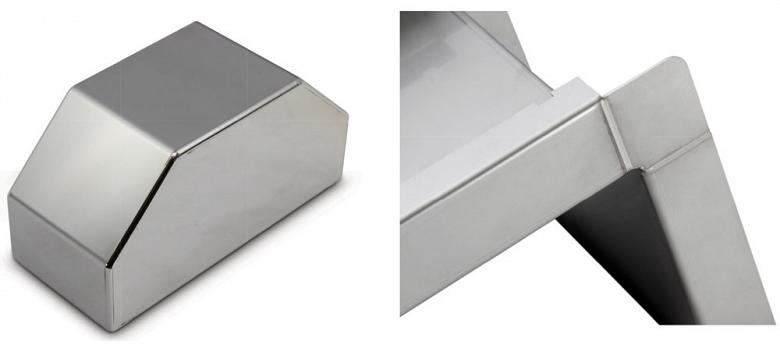
Figure 1
These as-welded stainless steel parts required no postweld grinding or polishing
But this strategy might not work for every part, and it can make other operations more complex. Complex pieces might be difficult to stack and transport. Even if setup is easy, performing a complex bend sequence time after time can require significant concentration.
Like many aspects of fabrication, this situation has trade-offs. If a shop decides to cut and weld the pieces separately, it will have excess welding and grinding; if it combines the pieces into one complex part, it must deal with difficult bending operations.
But what if fabricators had another option? What if these pieces could be welded with a laser? A fiber laser can weld much faster than arc welding, of course, but speed of the weld itself is only half the picture. The other half, the elimination of grinding, can have an even greater impact on overall throughput.
Most custom fabricators are familiar with the fiber laser. The flexible glass fiber doped with ytterbium and pumped by diodes that output a specific wavelength—the essence of the technology inside the fiber laser power source—has had a dramatic effect on laser cutting capacity throughout the industry. In the years to come, the fiber laser could have a similar effect on welding.
Welding With Light
The science of laser welding has come a long way. Like in cutting, welding with a laser comes down to analyzing how a certain material absorbs the laser’s energy. Fiber lasers for welding and cutting behave much the same as they travel from the power source and through the delivery fiber.
The difference happens at the processing head. Positioned millimeters above the material surface, the cutting head focuses the beam and the assist gas (the laser’s “cutting tool”) evacuates molten material to create kerf. A fiber laser welding head operates farther from the material surface and focuses the beam in such a way as to achieve the optimal weld. And like in arc welding, laser welding uses gas (such as argon) to shield the weld from the atmosphere.
In typical applications in custom fabrication, laser welding is autogenous; that is, it uses no filler metal. This reduces consumables costs and minimizes postweld finishing requirements (see Figure 1). Still, filler can be added if structural or cosmetic specifications require it. New wire feed mechanisms and liners now can feed some of the most challenging filler wires, including aluminum.
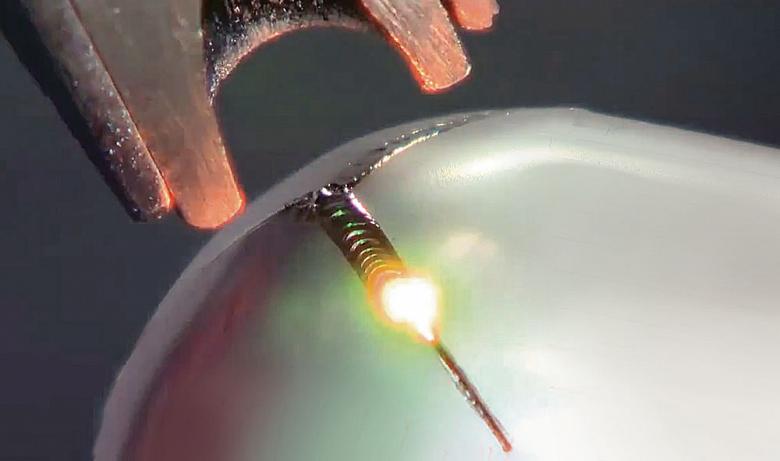
As with any welding process, establishing a good laser weld involves a lot of variables. A material’s weldability is a factor. Most common materials a fab shop will process—be it carbon steel, stainless, or aluminum—have been successfully laser welded for years, using both continuous wave and pulsed modes. Lasers have performed dissimilar-metal welding (see Figure 2), and specialized weld joint designs in galvanized material have even accounted for zinc outgassing. Moreover, a 1-micron multikilowatt fiber laser has been shown to successfully weld even the most challenging of materials, including copper (see Figure 3).
It’s all application-dependent, of course, and material challenges do arise. Overall, though, when it comes to laser welding, the limiting factor is not the material type, but material thickness. Ultrahigh-power fiber lasers have been shown to weld some extraordinarily thick material. In a typical fabrication environment, a 4-kW fiber laser can weld 0.25-in.-thick carbon steel quite readily.
Joint access factors into any automated welding situation, of course. Accessing tight areas can throw up a few roadblocks. But more often than not, small tweaks to a part design can alleviate the problem. This leaves two remaining, closely related challenges: fit-up and fixturing.
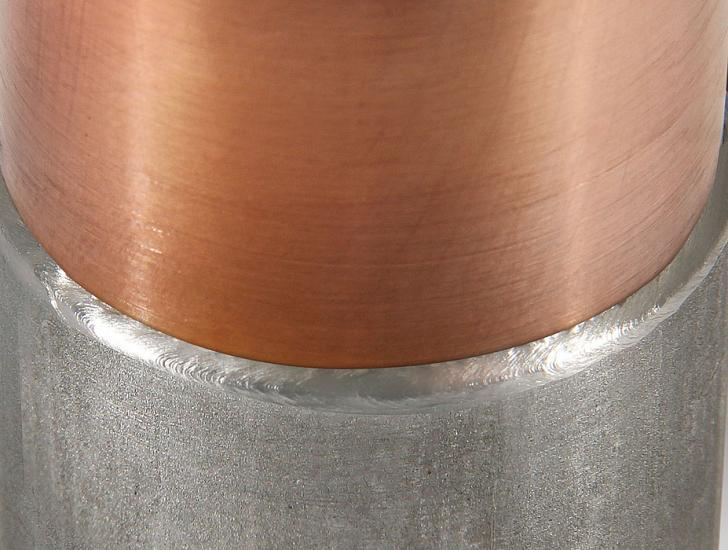
Figure 2
This laser weld joined copper to stainless



