






With the development of new energy vehicles, the battery industry, as a source of power for new energy vehicles, has huge market potential and is also an important part of national strategic development. As the core component of a new energy vehicle, the quality of the power battery directly determines the performance of the entire vehicle, so its production process has attracted much attention. Laser processing technology has been widely used in battery manufacturing as an alternative to traditional welding technology.
1. Working principle of dual laser hybrid welding
Double laser composite welding is to combine two lasers with different wavelengths or a laser beam through a special laser exit head to make the axes of the two laser beams coincide or juxtaposed in space. The main band laser is used for deep penetration welding, and the sub band laser has the function of preheating and cooling, and heat conduction welding is carried out appropriately.
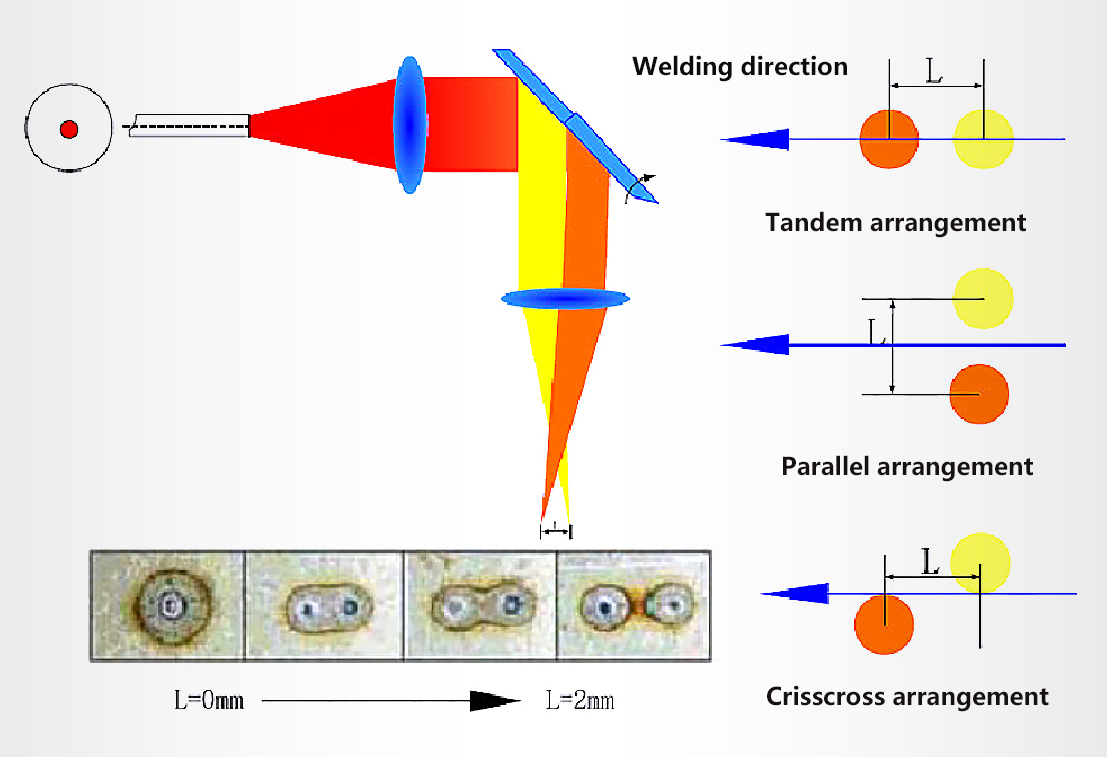
1.Tandem dual beams: one beam is for deep fusion welding, and the other is defocused or has a smaller power as a heat source for heat treatment. Welding crack sensitive materials, such as high carbon steel, alloy steel, etc., can improve the toughness of the weld, improve the surface forming, and reduce defects such as spatter, shrinkage and undercuts. Reduce the cooling rate and improve joint tissue performance.
2. Parallel beams: two beams create two independent keyholes in the same molten pool, change the flow mode of the molten pool, prevent the occurrence of defects such as undercuts and bead bulges, and improve weld formation.
3. Crossed double beams: Two beams of light create a common keyhole in the molten pool. The keyhole size becomes larger, it is not easy to close, the welding process is more stable, and the gas is more easily discharged.
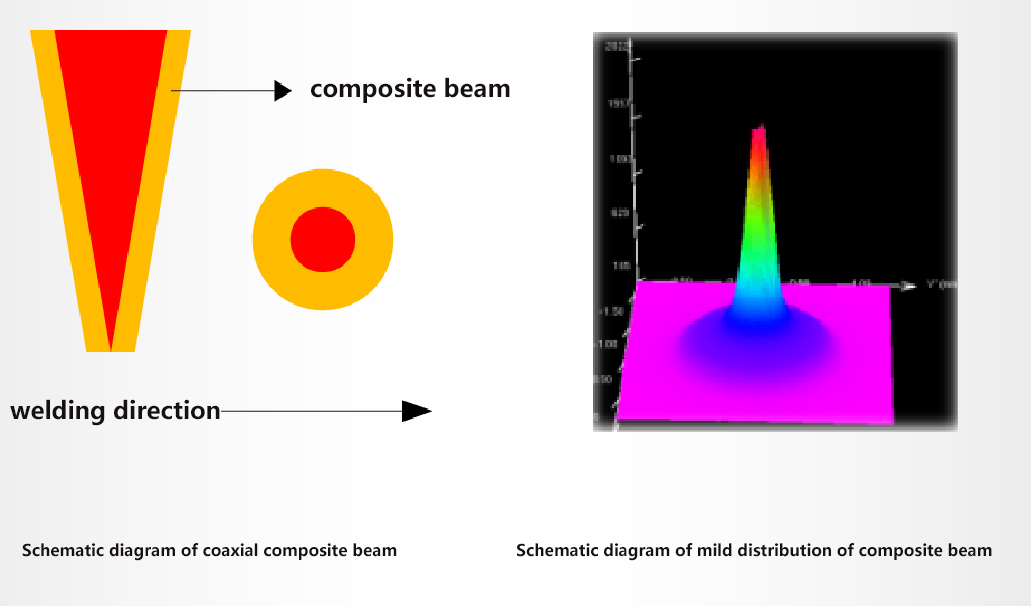
4. Concentric dual beams: one beam is used for deep-welding, and the other beam is used as a heat treatment heat source for preheating, thermal insulation and proper penetration to assist welding. Can reduce spatters, avoid pores, and improve welding efficiency.
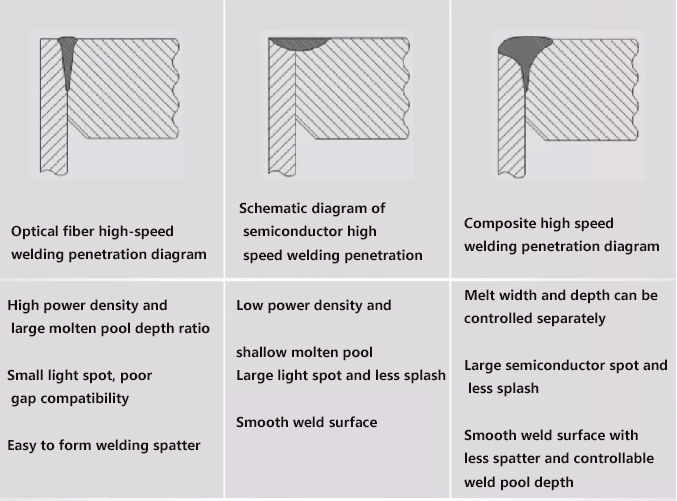
2. Comparison of advantages of dual-beam composite welding and single-beam welding
3. Composite welding of power battery cover
We compared the optical fiber welding scheme of the power battery top cover welding with some items of the composite high-speed welding scheme, as shown in the following table:
Contrast item | Single beam fiber welding (Non-swinging) | Dual-beam fiber welding |
Fiber Laser | Maxphotonics 2000W Single Module CW Fiber Laser | Maxphotonics 1500W Diode Laser 1500W Single Module CW Fiber Laser |
Welding speed | 60mm/s | 200mm/s |
Air hole | More pores at the bottom | Less air holes at the bottom |
Step and gap compatibility | / | Excellent |
Appearance stability | Good | Excellent |
As can be seen from the above table, due to the advantages of high production efficiency, strong welding stability, and good welding process effects, dual-beam composite welding will replace traditional fiber optic welding solutions.
The following is an introduction to some welding effects:
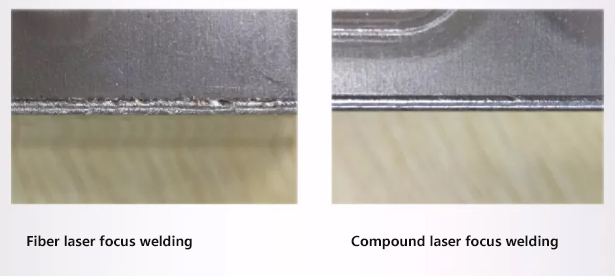
1. Welding appearance
As can be clearly seen from the figure below, in the composite welding (200mm / s) state, the weld seam is flat, the weld seam has excellent consistency, and the appearance is perfect. However, the welding seam of single-beam fiber welding has obvious fluctuation, and the welding seam consistency is poor.
2. Air hole at the bottom of the weld
The main pores in the welding of aluminum alloys are hydrogen pores, because the solubility of hydrogen in liquid aluminum alloys is much higher than that of solids. Therefore, during the solidification process of the molten pool, the solidification rate of the molten pool is higher than the gas overflow rate, and the pores in the weld are formed . The hydrogen hole of the aluminum alloy weld is generally located at the bottom of the molten pool and is small and regular round.
The air hole at the bottom of the molten pool of the compound welding top cover is far less than that of the optical fiber welding top cover. This is because the semiconductor spot is larger, which reduces the cooling rate of the molten pool and allows the air holes to overflow with a sufficient time.

Top cover



