






With the popularization of the 10,000-watt laser concept, some domestic equipment manufacturers have successively upgraded 10,000 watts. Therefore, the demand for performance and technology of 10,000-watt fiber lasers is becoming more and more urgent. This article is based on the actual experience of light source manufacturers (Maxphotonice), equipment manufacturers and terminal users, and elaborates on the cutting advantages (cutting ability, cutting efficiency, cutting quality, etc.) and process characteristics of 10,000-watt lasers. It will be of great benefit to you.
1. 10,000-watt laser cutting characteristics
Cutting ability is greatly improved
Cutting ability | 6000W | 12000W | 15000W | |
Carbon Steel | Stable processing | ≤22mm | ≤35mm | ≤40mm |
Sample thickness | 25mm | 50mm | 50mm | |
Stainless Steel | Stable processing | ≤14mm | ≤22mm | ≤25mm |
Sample thickness | 30mm | 50mm | 70mm | |
Aluminium Alloy | Stable processing | ≤12mm | ≤20mm | ≤22mm |
Sample thickness | 20mm | 40mm | 50mm | |
Brass | Stable processing | ≤12mm | ≤20mm | ≤22mm |
Sample thickness | 20mm | 40mm | 50mm | |
Note: Carbon steel cutting capacity refers to the use of oxygen cutting; stable processing refers to cutting plates with cutting speed greater than 1m / min. (except carbon steel) | ||||
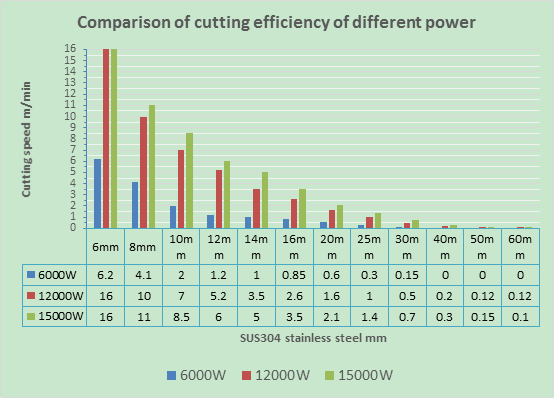
Cutting efficiency is doubled
▼Stainless steel cutting - maximum efficiency increase of 400%
▼Carbon steel cutting - air instead of oxygen high speed cutting medium sheet
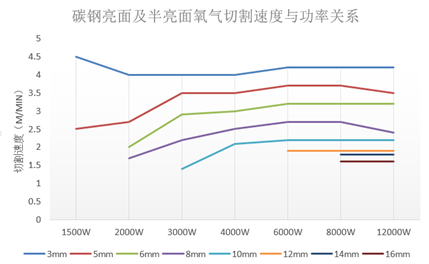
Key point: When carbon steel is cut on the bright side, there is a limit power when the thickness of the board is determined.
If the actual power is less than the limit power, as the power increases, the cutting speed will increase accordingly;
If the actual power is greater than the limit power, the cutting speed will remain unchanged as the power increases, and there will be no improvement; at the same time, the cutting effect will not change.
Carbon steel oxygen bright surface cutting: relationship between sheet thickness and ultimate power
Thickness | ultimate power |
3mm | 1500~2000W |
6mm | 3000~3500W |
8mm | 4000~4500W |
10mm | 4500~5000W |
12mm | 6000~7000W |
2. Process Analysis of Oxygen Cutting Carbon Steel Bright Surface
(1) The three major functions of laser
1 Preheating before the start of cutting—Before the start of cutting, the temperature of the steel plate is heated to above the ignition temperature (>1000 °C) to enable high temperature oxidation reaction with oxygen;
2 Preheating during the cutting process—heat the steel plate in a certain area at the front of the slit to a temperature above the ignition temperature to ensure that the surface energy can rapidly undergo oxidation reaction when the cutting gas flow passes.
3 Heat compensation at the slit—compensate the heat loss caused by heat conduction, radiation, slag removal, etc. at the slit to ensure the temperature of the cutting zone;
(2) The role of oxygen
Cutting action—The oxygen and high temperature iron undergo a violent oxidative exothermic reaction, melting the metal, and blowing off the slag.
Glossy cutting condition
1 Suitable for cutting with small nozzles, small airflow diameter;
2 In order to ensure that the spot diameter of the sheet surface is large enough, a large defocusing amount is required for cutting;
3 The thicker the plate, the larger the spot diameter and the greater the amount of defocus;
4 Ensure that the spot on the surface of the plate can be heated to a temperature above the ignition temperature (>1000 °C) in a very short period of time. Excessive power will increase the heat input and cause the plate to overheat. The cutting effect is unfavorable;
It can be seen that when the carbon steel is cut on the bright side, for the medium-thin board, the 10,000-watt power cannot exert its due advantage. The solution is to use air cutting to cut carbon steel like stainless steel, and to fully utilize the energy of a 10,000-watt laser to achieve high-speed cutting of carbon steel.
When the 10,000-watt laser uses air to cut carbon steel within 12mm, it can achieve full-power slag-free cutting effect, and the cutting efficiency is comparable to stainless steel.
(3) The bright surface cutting ability is greatly improved
When carbon steel is cut with oxygen, the 10,000-watt laser can achieve small taper cutting of thick plates. Green indicates a bilateral taper<0.1 mm; a colorless area indicates a bilateral taper of 0.3 to 0.7 mm.
Thickness(mm) | 6000W | 12000W | 15000W |
Oxygen cutting speed(m/min) | |||
4 | 3.5~3.7 | 3.3~3.6(2000-3000W) | 3.3~3.6(2000-3000W) |
6 | 2.7~3.0 | 2.7~3.0(3000-3500W) | 2.7~3.0(3000-3500W) |
8 | 2.4~2.5 | 2.4~2.5(4000-4500W) | 2.4~2.5(4000-4500W) |
10 | 2.2~2.3 | 2.2~2.4(4000-5000W) | 2.2~2.4(4000-5000W) |
12 | 1.8~2.0 | 1.8~2.0(5500-6500W) | 1.8~2.0(5500-6500W) |
14 | 1.3~1.5 | 1.6~1.7(6500-7500W) | 1.6~1.7(6500-7500W) |
16 | 0.8~0.9 | 1.5~1.7(8000-9000W) | 1.5~1.7(8000-9000W) |
18 | 0.7~0.8 | 1.2~1.4(9000-12000W) | 1.2~1.4(9000-12000W) |
20 | 0.6~0.65 | 1.1~1.3(9000-12000W) | 1.1~1.3(9000-12000W) |
22 | 0.55~0.6 | 0.8~0.9(10000-12000W) | 0.8~0.9(10000-12000W) |
25 | 0.5~0.55 | 0.6~0.8(12000W) | 0.6~0.8(13000-15000W) |
30 | \ | 0.5(12000W) | 0.55(15000W) |
40 | \ | 0.3~0.4(12000W) | 0.45(15000W) |
50 | \ | 0.2(12000W) | 0.3(15000W) |
Thickness(mm) | Nozzle outlet diameter | Defocusing amount(mm) |
12 | 1.2 | +9~+10 |
14 | 1.2 | +9.5~+10.5 |
16 | 1.4 | +10~+11 |
18 | 1.4 | +10~+11 |
20 | 1.6 | +11~+13 |
22 | 1.6 | +11~+13 |
25 | 1.6 | +13~+14 |
30 | 1.8 | +13~+14 |
3. Characteristics of Maxphotonics 10,000-watt laser
(1) Using 4000W single module for power synthesis, the number of modules is small, and the reliability of the whole machine is high;
(2) The optical module is separated from the electrical module, which is convenient for maintenance and short maintenance time;
Due to the high power of the 10,000-watt laser, the traditional QBH output head, whether it is the power carrying capacity or the heat dissipation performance, can no longer meet the requirements of the stable output of the 10,000-watt laser. The Maxphotonics 10,000-watt laser class adopts the self-developed LOE output head. When used with the cutting head, the cutting head fiber interface needs to select the corresponding lock.
4. Customer usage




